What is your travel angle

William Taylor
Published Mar 01, 2026
Is the angle between the electrode and the weld in a plane that is parallel to the direction of travel.
Why is the angle of travel needed in the welding process?
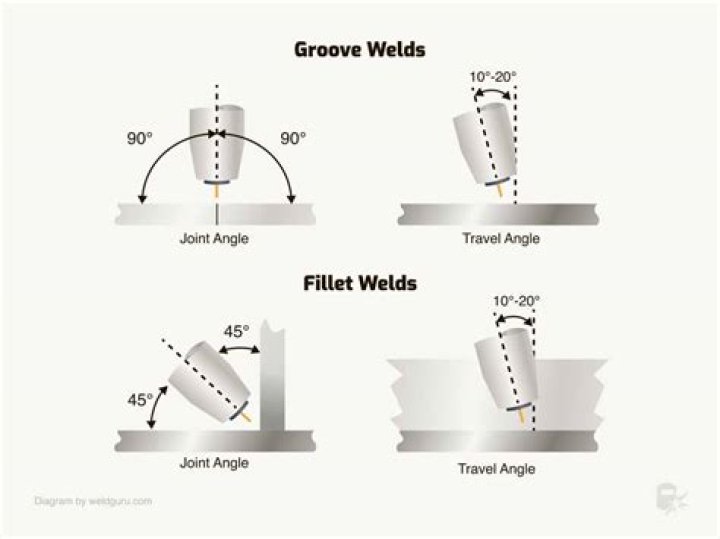
In the diagram on the right, the travel angle shows a 5-10 degree tilt along the joint. This gives the welder a better view of what’s going on in the puddle. When you drag your torch or electrode, the tilt is directed towards the puddle, which helps with penetration and achieving a thick bead.
What is the difference between work angle and travel angle in welding?
Work angle is “the relationship between the axis of the electrode to the welders work piece”. Travel angle refers to employing either a push angle (pointing in the direction of travel) or a drag angle, when the electrode is pointed opposite of travel.
What is the work angle for this weld?
Work angle: With wire welding, hold the gun at a 10° to 15° angle into the direction you are pushing the weld. With stick welding, maintain a 20° to 30° lead angle in the dragging direction. With a fillet (tee) weld, hold the rod or wire (regardless of weld process) at a 45° angle between the two pieces of metal.What is the another term for travel angle?
The two terms used to describe the electrode angle, or position, are the travel angle and the work angle.
What travel angle is used for vertical welding?
As with welding on other joints in other positions, a travel angle of 5°–15° is a good angle to use. A C-shaped weld pool indicates good fusion is occurring. Short-circuiting transfer and pulsed spray transfer are best suited for vertical welding. Spray arc can be used with a weaving motion in some applications.
Why is the angle of electrode important?
As the angle between the electrode and the plate determines the point of impingement and direction of the arc force, it has a critical effect on the weld bead profile and depth of penetration.
What is the travel angle for root pass?
For the root pass hold an electrode work angle of about 45° and a travel angle of about 20° ‐ 30°.What is the correct electrode angle?
When welding in the flat and horizontal positions, drag the electrode at a 5- to 10-degree angle. When welding vertical-up or overhead, push the electrode at a 5- to 10-degree angle. Arc length. Generally, this is no more than the electrode diameter and more often 1/16 to 3/32 in.
What travel angle should be used when TIG welding?The work angle should be a 15 to 30 degree angle. Maintaining a 15 to 30 degree work angle will help the force of the arc to keep the puddle from drooping.
Article first time published onWhat is travel speed in welding?
Travel speed is simply the speed at which the welding torch or gun is moved across the workpiece – measured in millimeters per minute. Alongside voltage and amperage, travel speed is one of the three variables in arc welding that determines the amount of heat input.
Why electrode is coated with flux?
The electrode is coated in a metal mixture called flux, which gives off gases as it decomposes to prevent weld contamination, introduces deoxidizers to purify the weld, causes weld-protecting slag to form, improves the arc stability, and provides alloying elements to improve the weld quality.
What are the 5 parameter's of welding?
The four important parameters are the welding current, wire electrode extension, welding voltage and arc travel speed. These parameters will affect the weld characteristics to a great extent. Because these factors can be varied over a large range, they are considered the primary adjustments in any welding operation.
Why undercut is appear in welding?
In welding, undercutting is when the weld reduces the cross-sectional thickness of the base metal. … One reason for this defect is excessive current, causing the edges of the joint to melt and drain into the weld; this leaves a drain-like impression along the length of the weld.
What is electrode angle in arc welding?
The electrode (1) should be kept at a 45 degree angle or less when creating a fillet weld. For a fillet weld, hold the electrode at a 45-degree angle or less to the weld. Lean the electrode 10 degrees to 30 degrees in the direction of the weld. Use a short arc and move at a steady speed.
What is the direction of travel in welding vertical down?
Vertical-down is essentially the same movement – just from top to bottom. Here, you have to keep a few things in mind. You are fighting against gravity, which brings the molten puddle into your work zone. You will have to stay ahead of the slag at all times.
What is the welding position of E 6011?
E6011 is a mild-steel, all position electrode designed primarily for use on AC power sources. It produces a strong arc force for deep penetration and a fine spray transfer that enhances operator appeal. Fast freezing or rapid solidification of the metal allows welding in the vertical and overhead position.
What is trailing electrode angle?
a trailing electrode angle pushes the molten metal away from the leading edge of the molten weld pool. … it can control the following characteristics of the weld bead, penetration, buildup, width, porosity, undercut, overlap, surfacing applications.
What is the travel angle for 2nd pass?
The second of multiple passes is in progress. A 5°–15° push travel angle is used when GMAW or FCAW welding uphill.
What is whip welding?
You may have heard the term “Whip” in general stick welding conversation. … Whips refer to a smaller diameter welding lead being attached to your regular sized welding lead. Often placed on the last 10 feet and then attached to your stinger, these whips come in handy for longer days on the job.
What is a push angle?
And the welding technique used was one that utilized a “forehand” or “push” angle, where the arc is ahead of the body of the torch in the direction of travel speed. … The type of porosity I’m referring to here are the small, but visible, holes sometimes found inside a weld.
What is the travel angle for most applications?
Travel angle is defined as the angle relative to the gun in a perpendicular position. Normal welding conditions in all positions call for a travel angle of 5 to 15 degrees. Travel angles beyond 20 to 25 degrees can lead to more spatter, less penetration and general arc instability.
What are the work and travel angle for a 1g butt joint?
Overhead position Butt Joints work angle and travel angle is? 90 degree work angle, 10 to 15 degree travel angle.
What are the 3 types of fillet welds?
- Butt joint.
- Corner joint.
- Edge joint.
- Lap joint.
- Tee joint.
What angle do you hold a TIG torch?
The angle of the torch should be 15 to 20 degrees away from the direction of travel. This increases visibility of the area and allows easier access for the filler material. The filler metal should be brought in at as low an angle as possible to help avoid touching the tungsten electrode and contaminating it.
What does DC mean in welding?
Direct current is an electric current that has a constant polarity flow in a single direction. This current can be positive or negative. With DC welding, since the magnetic field and current of the arc are constant, stable arcs are produced.
How do you calculate travel speed on a welder?
- Heat Input = (60 x Amps x Volts) / (1,000 x Travel Speed in in/min) = KJ/in.
- Travel Speed = Length of Weld / Time to weld = 25 inches / 2 minutes = 12.5 inches per minute.
- Heat Input = [(60 sec/min) x (325 amps) x (29 volts)] / [(1,000 joules/kilojoule) x (12.5 inches/minute)]
How does travel speed affect welding?
In most cases, weld penetration into a base material is increased when the travel speed of a weld is increased, and vice versa. At slower travel speeds, the arc is directly above the center of the molten weld pool.
How do you calculate travel speed in GMAW welding?
If you apply (U) 28 V at (I) 150 A (= 4.2 kW), length (l) = 150 mm and time (t) to travel this length = 68 s. That should give you ~ 2.2 mm/s or 132 mm/min travel speed.
What is the general used electrode?
Common electrodes used in Stick welding are 6010, 6011, 6013, 7018 and 7024 with the most common diameters ranging from 1/8- to 5/32-in. Each of these electrodes offers all-position welding capabilities (except 7024).
Why TIG is used for root pass welding?
Techniques Used in TIG Welding Root pass uses the filler material to seal the root space between the weld faces; the process is beneficial when only one side of the weld is visible or accessible. Here are some techniques that professional welders use.