How do you use welding dye

Mia Kelly
Published Apr 01, 2026
Penetrant. Apply the penetrant to the test area. Allow the penetrant to dwell for 10-30 minutes. … Developer. Apply the developer to the test area. Allow the developer to dwell for 10-60 minutes.Inspect. Examine the part for any bright, clear indications.
How do you use penetrant dye?
- Penetrant. Apply the penetrant to the test area. Allow the penetrant to dwell for 10-30 minutes. …
- Developer. Apply the developer to the test area. Allow the developer to dwell for 10-60 minutes.
- Inspect. Examine the part for any bright, clear indications.
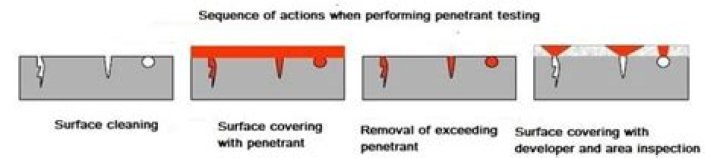
What is the correct order of liquid penetrant test?
Explanation: Firstly surface is cleaned. Penetrant is applied and surface flow is made visible. Finally, surface is inspected. –> Inspection.
How DP test is done?
The penetrant may be applied to the test component by dipping, spraying, or brushing. After adequate penetration time has been allowed, the excess penetrant is removed and a developer is applied. The developer helps to draw penetrant out of the flaw so that an invisible indication becomes visible to the inspector.What are the three steps used in the dye penetrant method of inspection?
- Pre-clean part. This can range from grinding and wire brushing to merely wiping the part with a rag moistened with the cleaner/ remover. …
- Apply penetrant. …
- Remove penetrant. …
- Apply developer. …
- Evaluate indications. …
- Post-clean part.
How do you test for cracks in welding?
Liquid penetrant testing is done with either “visible dye” or fluorescent dye. With fluorescent penetrant inspection, a highly fluorescent liquid is applied to the surface of the inspection area(s). A developer is then applied to draw the penetrant to the surface, and then a black light is used to inspect the weld.
What is the disadvantage of dye penetrant inspection?
With this method, only surface breaking defects can be detected. It is possible to inspect only materials with relatively nonporous surface. It is necessary to pre-clean the material since contaminants can mask defects.
What is root concavity in welding?
Root concavity is caused by shrinkage of the weld pool in the through-thickness direction of the weld. … This imperfection is frequently associated with TIG welding with the most common cause being poor preparation leaving the root gap either too small or, in some cases, too large.What are the causes of welding defects?
Most defects encountered in welding are due to an improper welding procedure. Once the causes are determined, the operator can easily correct the problem. Defects usually encountered include incomplete penetration, incomplete fusion, undercutting, porosity, and longitudinal cracking.
What does NDT mean?NDT stands for Non-Destructive Testing. It refers to an array of inspection methods that allow inspectors to evaluate and collect data about a material, system, or component without permanently altering it. NDT may also be called: NDE (non-destructive examination or evaluation)
Article first time published onWhat is MT inspection?
Magnetic particle inspection (MT) is a non-destructive testing method used to detect surface and slightly subsurface flaws in ferromagnetic materials (such as carbon steel).
What is dye penetrant made of?
The dye penetrant composition may include an extender, preferably an isoparaffinic solvent consisting essentially of a mixture of isoparaffins having a chain length of about 10 to about 17 carbon atoms, and an average chain length of about 13 to about 14 carbon atoms.
How do you clean penetrant dye?
Removing Penetrant When sufficient penetration time has been allowed, wipe the surface clean with a clean towel or cloth. Repeat if necessary. Some surfaces will require only wiping. In general, however, remove excess surface penetrant with clean cloths premoistened with cleaner/remover.
How can we identify defects with the help of dye penetrant testing?
Developer should form a semi-transparent, even coating on the surface. The developer draws penetrant from defects out onto the surface to form a visible indication, commonly known as bleed-out. Any areas that bleed-out can indicate the location, orientation and possible types of defects on the surface.
Is code for DP test?
IS 3658:1999 Code of Practice for Liquid Penetration Flaw Detection (second revision). … A suitable liquid penetrant is applied to the surface of the component under examination and is permitted to remain there for sufficient time to allow the liquid to penetrant into any defects open at the surface.
What types of properties of the dye are required to perform the LPT accurately?
- The material must be absorptive, to perform blotting action.
- It must have a fine texture but not be too fine, as this may block imperfections.
- For colour contrast penetrants it must mask out background contours and colours.
- It must be easily and evenly applicable.
Which type of developer should not be used with a visible dye penetrant process?
Water soluble developers may not be used with Type 2 visible dye penetrants because, like dry powder developers, water soluble developers do not produce an adequate white contrasting background that is necessary for visible dye penetrant inspection.
What is the meaning of dye penetrant testing?
A dye penetration test is a type of nondestructive evaluation used to detect surface flaws on a material. The dye penetration test uses a liquid called a penetrant that flows into any flaws on the material’s surface to increase the visibility of the surface discontinuities, making them easier to detect and measure.
Which defect Cannot be detected by dye penetrant?
7. Which of the following defect is not detected by dye penetrant test? Explanation: Dye penetrant test is one of the methods of non-destructive testing of the components. Leaks, cracks and forging defects are some defects which can be identified by using dye penetrant test.
What are the three limitations of dye penetrant inspection?
Disadvantages of LPI Liquid penetrant testing has the following disadvantages: Extensive, time-taking pre-cleaning critical—surface contaminants can mask defects. Sensitive to surface-breaking defects only. Direct connection to the surface under test necessary.
Why is dye penetrant important?
Dye Penetrant Inspection (DPI) is widely used to detect surface breaking flaws. This non-destructive testing technique, also known as liquid penetrant inspection (LPI), is a cost-effective method used to locate surface breaking flaws such as cracks, porosity, laps, seams and other surface discontinuities.
What are the types of cracks?
- Plastic Settlement.
- Plastic Shrinkage.
- Early Thermal Contraction.
- Long-term Drying Shrinkage.
- Crazing.
- Corrosion of Reinforcement.
- Alkali-aggregate Reaction.
What is crack test?
Non-destructive material testing. With the RED-WHITE-METHOD, surface defects can be quickly detected. Prerequisite is that the defects are open towards the surface.
How do you find cracks in metal?
methods of detecting cracks in metals; it simply involves inducing electric currents inside the object being tested and then observing the electromagnetic response. When this test is set up properly, a defect in the metal or other solid object being tested will create a response that can be measured immediately.
What is keyhole in welding?
A technique in which a concentrated heat source penetrates partially or completely through a workpiece, forming a hole (keyhole) at the leading edge of the weld pool. As the heat source progresses, the molten metal fills in behind the hole to form the weld bead.
How thick can a stick welder weld?
A: A 225- to 300-amp stick machine handles almost anything the average person will encounter, as most stick welding procedures require 200 amps or less. To weld material thicker than 3/8 inch, simply make multiple passes — this is what professionals do, even when welding on 1-inch structural steel.
What is weld spatter?
Weld spatter is formed from droplets of molten metal or non-metallic material that can be produced during a welding process. … As they cool, they form small round balls of material where they landed. Most weld spatter problems occur as a result of gas metal arc welding (GMAW) – also known as MIG/MAG welding.
Why is excessive weld reinforcement bad?
Excess Reinforcement Or Penetration For fillets – is excess weld metal above the specified fillet size including throat thickness. Excess reinforcement/penetration can be caused by excessive current, too slow travel speeds and incorrect joint fit-up.
What is the biggest cause for weld failure?
Insufficient weld size — because of design errors or incorrect interpretation of the part design – can lead to weld failures. This is due to the inability of an undersized weld to support the intended load in a static structure.
What is overlap welding?
Overlap. Overlap occurs when molten metal flows over the surface of the base material and then cools without fusing with the base material. A typical cause of overlap is the supply of too much weld metal due to low welding speed. Overlap in fillet welds is caused by the droop of excessive molten metal due to gravity.
What does a NDT technician do?
NDT Tasks. The purpose of nondestructive testing is to identify weaknesses and imperfections in products or machinery. … NDT technicians may also test parts or products for flaws using a variety of methods, including ultrasonic testing, dye testing, visual inspection and more.