How do you do Fcaw welding

Emma Valentine
Published Mar 30, 2026
FCAW processes involve using a continuous wire-fed electrode, a constant-voltage welding power supply, and the same equipment used in metal active gas welding (MAG welding). Flux-cored arc welding occurs with or without shielding gas and is way more productive and economical than MAG welding.
What is the process of FCAW?
FCAW processes involve using a continuous wire-fed electrode, a constant-voltage welding power supply, and the same equipment used in metal active gas welding (MAG welding). Flux-cored arc welding occurs with or without shielding gas and is way more productive and economical than MAG welding.
Is flux core welding easy?
Flux core MIG welding is the simplest and cheapest way to get started with welding. You can buy a flux core welder for dirt cheap, and be set up to weld in no time.
What is the difference between MIG and FCAW?
The main difference between flux cored arc welding and MIG welding is the way the electrode is shielded from the air. … The main difference between MIG welding and flux core arc welding is, FCAW gets its shielding from the flux core, and this allows the operator to weld outdoors where it is windy.What is needed for flux core welding?
You just need a flux core welder, a welding gun, and your metal work piece, which can be either sheet metal, tubing or whatever you need to weld. You also need spools of welding wire, which is fed through the welding gun.
What are the two main types of FCAW electrodes?
However, there are two fundamentally different categories or sub-sets of electrodes in this group. These include self-shielded, flux-cored electrodes (FCAW-S process) and gas-shielded, flux-cored electrodes (FCAW-G process).
What is FCAW welding machine?
Flux cored arc welding (FCAW), also know as dual shield welding, is a semi-automatic arc welding process that is similar to metal active gas (MAG) welding. FCAW uses a continuous wire fed electrode, a constant-voltage welding power supply, and similar equipment to MAG welding.
How is FCAW different from GMAW?
Experts recommend that FCAW be used only on materials no thinner than 20-ga., a bit thicker than the 24-ga. for GMAW. In general, this process is best for welding thicker materials with a single pass, especially when welding outdoors. With the proper electrode and the right machine, you can weld steel up to 1/2 in.What is MIG FCAW GMAW?
GMAW (especially MIG) can be used for joining a wide variety of metals and alloys. FCAW is predominantly used for joining ferrous metals. It offers relatively lower penetration of the weld metal. It offers higher depth of penetration. Fume does not form in this process owing to the absence of flux.
How is FCAW similar to GMAW?How is FCAW similar to GMAW? The effects on the weld are similiar. … Provides the molten weld pool with protection from the atmosphere, improves strength through chemical reactions and alloys, and improves the weld shape.
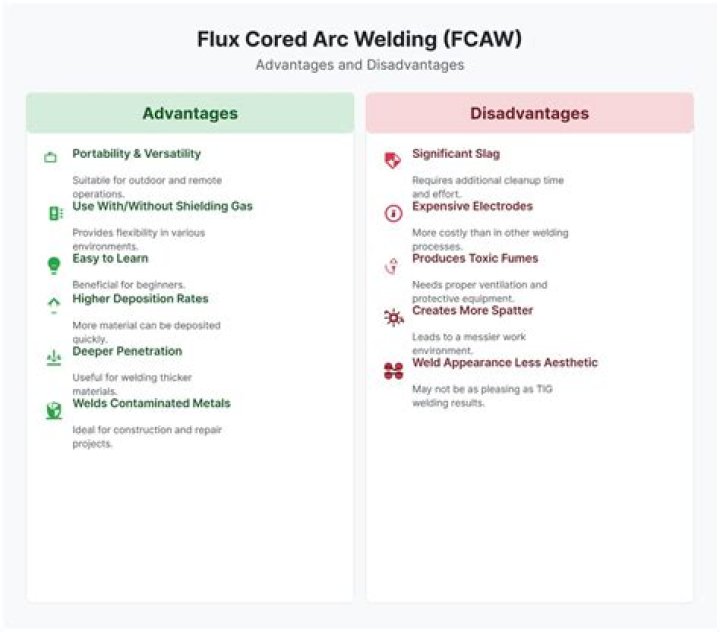
Article first time published onWhat are the pros and cons for Fcaw?
- High deposition rates.
- Deeper penetration than SMAW.
- High-quality.
- Less pre-cleaning than GMAW.
- Slag covering helps with larger out-of-position welds Self-shielded FCAW is draft tolerant.
Is flux welding strong?
The deposit rate of filler material for flux-core welding is the highest of any other method. While a MIG welder can deposit up to 8 pounds of wire per hour, a flux-core welder can deliver up to 25 pounds per hour.
How thick can you weld with flux core?
Flux-Cored 035″ Innershield NR-211-MP will generally allow you to weld steel up to ¼”thick. Note that this is more than double the thickness maximum of 12 gauge with MIG on 115 volts.
Do you drag or push flux core?
With flux-cored welding, you should always use a drag (pull) technique, in which the tip of the welding gun is being pointed back at the weld pool and dragged away from the completed weld. An easy rule of thumb for remembering whether to use a push or drag (backhand) technique is: “If there’s slag, you drag.”
Does Fcaw produce slag?
Flux-cored arc welding (FCAW or FCA) is a semi-automatic or automatic arc welding process. … An externally supplied shielding gas is sometimes used, but often the flux itself is relied upon to generate the necessary protection from the atmosphere, producing both gaseous protection and liquid slag protecting the weld.
Which is better FCAW or SMAW?
Unlike SMAW short-length electrode, FCAW employs very long electrode that is wound or wrapped in the form of a spool. Thus same electrode can be fed continuously into the welding zone for a longer duration without interrupting the process. This not only enhances productivity, but also discourages various defects.
What are the advantages of FCAW?
- Yields high quality, consistent welds with fewer defects.
- A high deposition rate, which is the speed that the filler metal is applied.
- Can be used in all positions with the right filler metal.
- Suitable for outdoor welding or shop welding.
Does FCAW use shielding gas?
The two most common (but not exclusive) shielding gases used with the FCAW-G process are carbon dioxide (CO2) and a binary blend of 75% argon (Ar) / 25% CO2. Other blends, such as 80% Ar / 20% CO2, can also be used. So which shielding gas, 100% CO2 vs. an Ar/CO2 blend, should you choose for your flux-cored welding?
What are FCAW-s wires commonly referred to as?
FCAW-S: Self-shielded, flux-cored wires, are often described as “a stick electrode that is inside out”.
What polarity is used for FCAW?
Most FCAW-S electrodes operate best on direct current electrode negative (DC-) or “straight” polarity (Figure 2). Note that this is opposite of all gas shielded flux cored, solid (i.e., MIG) and metal cored electrodes, which operate best on direct current electrode positive (DC+) or “reverse” polarity.
What is electrode extension in GMAW?
The electrode extension, or ‘wire stickout’ as it is sometimes called, is the length of unmelted wire that extends beyond the end of the contact tip or jaw. The electrode extension is an important variable as it controls the degree of resistance heating of the electrode wire before it melts in the weld pool.
What is FCAW and GMAW welding?
Gas shielded flux core arc welding (FCAW-G) and gas metal arc welding (GMAW) are the two most common welding techniques in manufacturing. Both techniques utilize a wire feed that provides for increased productivity over stick electrode techniques, minimizing weld discontinuities and maximizing throughput.
Is FCAW a GMAW?
They are: Gas Metal Arc (GMAW) Shielded Metal Arc (SMAW) Flux-Cored Arc (FCAW)
What Shields an FCAW s Weld FCAW S is shielded by?
While MIG relies on a shielding gas, the wire electrode in FCAW-S is packed with flux in the center, which protects the work as it burns (there is a gas-shielded FCAW process, too, which is called FCAW-G). This makes FCAW-S a great process for outdoor projects.
Is MIG welding FCAW?
Overview of welding processes. … MIG welding is clean and easy and can be used on thin or thick metals. Similar to MIG, flux-cored arc welding (FCAW)* is a wire-feed process but differs in that self-shielded FCAW does not require shielding gas. Instead, flux-cored wire shields the arc from contamination.
What is the difference between FCAW and GTAW?
Gas Tungsten-Arc Welding (GTAW) is also known as Tungsten Inert Gas (TIG) welding that, unlike GMAW and FCAW, uses a non-consumable electrode made out of tungsten, meaning a separate filler wire or rod may be required.
What two welding processes are semiautomatic processes?
What two welding processes are semiautomatic processes? By burning oxygen and a fuel gas.
What other welding process equipment is similar to Fcaw equipment?
Equipment: The FCAW equipment list is also similar to MIG — CV power supply, wire-feeding system and a water or air-cooled torch. In fact, many high-end MIG systems can support FCAW welding. But keep in mind that it has a much higher deposition rate than MIG, so it’s important that you select a setup that can keep up.
How is the electrode extension measured?
Electrode extension: As defined by the American Welding Society (AWS), this refers to the length from the end of the contact tip to where the wire melts off. … Once the arc is struck, arc length is measured by voltage, and electrode extension can be measured by resistance in the circuit or with sight.
Why electrode is coated with flux?
The electrode is coated in a metal mixture called flux, which gives off gases as it decomposes to prevent weld contamination, introduces deoxidizers to purify the weld, causes weld-protecting slag to form, improves the arc stability, and provides alloying elements to improve the weld quality.
What can I weld with a flux 125 welder?
The Flux 125 welder can weld mild steel from 18 gauge up to 3/16in. thick which makes it ideal for jobs around the yard, shop or house.